Why digital commissioning ensures seamless testing processes
In times of high paper costs, increased competitive pressure and ever more complex value chains, quality managers are increasingly asking themselves how the complex commissioning process can be streamlined and made more efficient. Keywords such as effort reduction, complete documentation vis-à-vis the customer and better error management come to mind. Is this wishful thinking or is there hope that commissioning will develop in precisely this direction? The answer to this is simply: yes. Because with a digital commissioning approach, these and many other levers can be served effectively. Our blog post provides you with comprehensive information.

What it is about
In this blog article, we explain why a digital commissioning strategy is superior to a paper-based approach.
The following questions are addressed in the blog post:
- What is commissioning?
- Individual steps of commissioning
- Disadvantages of paper-based commissioning
- Added value of digital commissioning
What is commissioning?
Commissioning refers to the process of transferring a machine or plant into fault-free operation after its successful mechanical completion and assembly. This is a systematic procedure for checking the performance of equipment in order to ensure trouble-free operation and reduce the risk of unplanned failures or downtimes. Commissioning thus serves to ensure and document the functional readiness of the technical product. If the transfer of the product from the idle state to continuous operation takes place for the first time, it is referred to as initial commissioning.
Generally, a distinction is made between the "Factory Acceptance Test" (FAT), and the "Site Acceptance Test", SAT for short. FAT means factory acceptance at the manufacturer's premises and ensures that newly produced equipment works according to its order specifications and the design specifications. It is carried out by quality managers, design engineers, operating and maintenance personnel. SAT, on the other hand, refers to the acceptance of a machine or system at its installation site directly at the customer's premises. The components of the scope of delivery, such as the completeness of the machine and the documentation (manual, operating instructions, spare parts list, etc.) are checked, a safety test is carried out and finally a complete test run with the product.
Systems and larger machines are usually commissioned once for test purposes in the own production, then shipped, installed at the customer's site and finally commissioned there.

In a broader context, commissioning is a component within the 3 project phases of construction, commissioning and operation, which logically build on each other as shown in the diagram:
Legally, a distinction is made between commissioning and putting into operation
In the legal context, a very clear distinction is made between "commissioning" and "putting into operation"; in practice, both terms are often used synonymously. For the sake of completeness, we would like to discuss the difference between the two terms here.
One of the most important safety requirements for a machine is that it must comply with the European Machinery Directive 2006/42/EG. This regulates a uniform level of protection for accident prevention for machines when they are placed on the market within the European Economic Area. The requirements for safety and health protection are met by the so-called Declaration of conformity, a document by which the manufacturer declares in a legally binding manner that his product complies with the requirements of the relevant EC/EU directives. If this is the case, the machine can be accepted by commissioning and complete the transition from a machine or system "out of service" to a machine in operating condition. No product that is subject to a directive may be placed on the EU market without a declaration of conformity.
The fulfilment of the directives and the implementation of the conformity assessment procedure are indicated by the CE mark (abbreviation for the French "Conformité Européenne", European Conformity). Commissioning is therefore the point in time when a machine is officially placed on the market.
Commissioning, on the other hand, refers to all activities and measures that bring a fully assembled system into a state of operational readiness and functionality. These activities also include preparatory work for subsequent operation, such as fine adjustment, checking and optimisation. Commissioning therefore takes place before the start of operation. It is part of the manufacturing process and is often also known as trial or test operation. The machine does not yet have to conform to the European Machinery Directive. This means, for example, that the manufacturer without CE marking can test the machine for correct functionality on the operator's premises.
Individual steps of commissioning
In order for commissioning to be successful, numerous complex and very finely coordinated steps are required, which, depending on the system, take a lot of time. The effort and duration that have to be calculated for the sequence planning and safety considerations can be considerable. For example, the commissioning of a large-scale industrial plant often takes place over a period of several months. It is therefore all the more important to keep the commissioning times and the resulting costs as low as possible and to enable the client and future operator of the new plant to use it as quickly as possible in a competent and goal-oriented manner. Let's take a closer look at the individual steps of commissioning:
1. Preparation for commissioning
During commissioning preparation, also known as precommissioning, the system is checked for possible assembly deviations. The conformity of the product with the planning documents is checked. The focus is on possible assembly errors, residual assembly work and the question of which measures may still be necessary for smooth commissioning.
2. Cleaning of the plant
In the second step, the plant is cleaned internally and externally: This includes cleaning the interior of the apparatus from impurities and foreign bodies as well as cleaning the exterior. At the start of cleaning, mechanical procedures such as wiping, brushing, blasting, grinding, etc. are used, followed by so-called blowing out with air, steam or nitrogen. The purpose of these cleaning measures are occupational safety aspects.
3. Safety, function and acceptance test
The subject of safety inspection is complex as it involves various aspects. Basically, it is about making sure that the entire plant and all its parts have been planned and built in accordance with the applicable safety regulations. According to § 4 para. 1 of the Ordinance on Industrial Safety and Health (German: Betriebssicherheitsverordnung, BetrSichV), work equipment may only be used after the employer has carried out a risk assessment, has taken the protective measures identified in this process in accordance with the state of the art and has established that the use of the work equipment is safe in accordance with the state of the art. Likewise, § 6 of the Ordinance on Industrial Safety and Health stipulates that the employer may only provide and allow the use of work equipment that is safe, taking into account the intended conditions of use. This means that a machine must be suitable for the type of work to be carried out and adapted to the given conditions of use, and must have the necessary safety-relevant equipment. This is the only way to minimise the hazards arising from its use.
In addition, there are all kinds of technical rules for operational safety (German: TRBS) to be observed, which put the ordinance into concrete terms. These include, among others:
TRBS 1111 "Risk Assessment"
TRBS 2111 "Mechanical hazards - general requirements"
TRBS 2141 "Hazards due to steam and pressure"
Very concrete activities of the safety inspection are, for example, the inspection of the safety systems such as emergency shutdown, expansion and depressurisation systems or safety controls. It also includes the training of intended protection and control measures.
The aim of the functional tests is to determine whether the systems and components are functioning properly. The acceptance tests provide proof that the products also achieve the desired efficiency and performance spectrum.
4. Overall leakage test
The overall leak test checks the complete system for the tightness of all connections and the presence of leaks. For this purpose, all open vent bottles and drains are closed and the system is pressurised to between 0.3 and 1 bar using oxygen or nitrogen.
5. Inerting the plant
In the next step, the plant is inerted, which means that the oxygen present inside the plant is removed from the interior spaces with the help of an inert gas (usually nitrogen). This is necessary because oxygen can have undesirable side effects in many processes - for example, corrosion or explosion. Inerting thus ensures that the plant is ready for operation.
6. Start-up of the plant
Subsequently, the plant is started up in stages until it is in continuous operation. This so-called trial or test operation consists of the following steps:
- Start-up: the commissioning is started
- Stabilisation: the intended operation is established
- Boot-up: the nominal load, i.e. the maximum load specified by the manufacturer, is reached
- Run-in: the plant remains in nominal condition and all parameters, such as product quality, are adjusted
- Shutdown: the system is shut down and prepared for repairs
- Guarantee run: the aim of this is to document the perfect functioning of the plant
- Restart: the 100% capacity of the system is reached
- Optimisation: a list of defects, if any, resulting from the warranty run is processed with correspondingly defined retrofitting measures and the plant is optimised
7. Guarantee trial
The final stage of commissioning is the so-called "performance test", also known as the "guarantee test". With this test, the manufacturer provides legally binding proof that the plant achieves the contractually guaranteed performance.
Commissioning is successful if the plant can be operated safely in accordance with occupational safety and the major accidents ordinance and if it can produce the respective product in the desired quality and quantity.
The diagram summarises the various goals for achieving commissioning once again:

Disadvantages of paper-based commissioning
Quality managers know it all too well: a paper-based commissioning process is associated with immense time expenditure, many hurdles, high costs and also media disruptions. The following overview sums up the complex process vividly:
First, multilingual inspection reports are created in Word or Excel, so-called maximum lists. These are then printed out and compiled in a comprehensive order folder and physically provided by the quality assurance department. The commissioning engineers use these maximum checklists to meticulously check and document the functionality of the machines. All of this is done manually, deleting the irrelevant parts and with manual supplements, which takes an enormous amount of time and is prone to errors. After completion of the commissioning documentation, the documents are scanned and stored in SAP - sometimes several hundred pages in the case of extensive protocols. Inquiries of all kinds have to be answered by manual research in the physical document, so there are always media breaks within the process from analogue to digital and back again.
Further problems that arise from paper-based commissioning processes are the interpretation based on the head knowledge of experienced colleagues, which unnecessarily prolongs commissioning, as well as low traceability and transparency vis-à-vis customers in the event of complaints and quality defects that may have arisen during transport.
In a nutshell, the goal in quality management is to streamline the already complex commissioning process and make it more efficient. This is best achieved with the help of a digital commissioning approach, which is explained below.
Added value of a digital commissioning
Added value of a digital commissioning
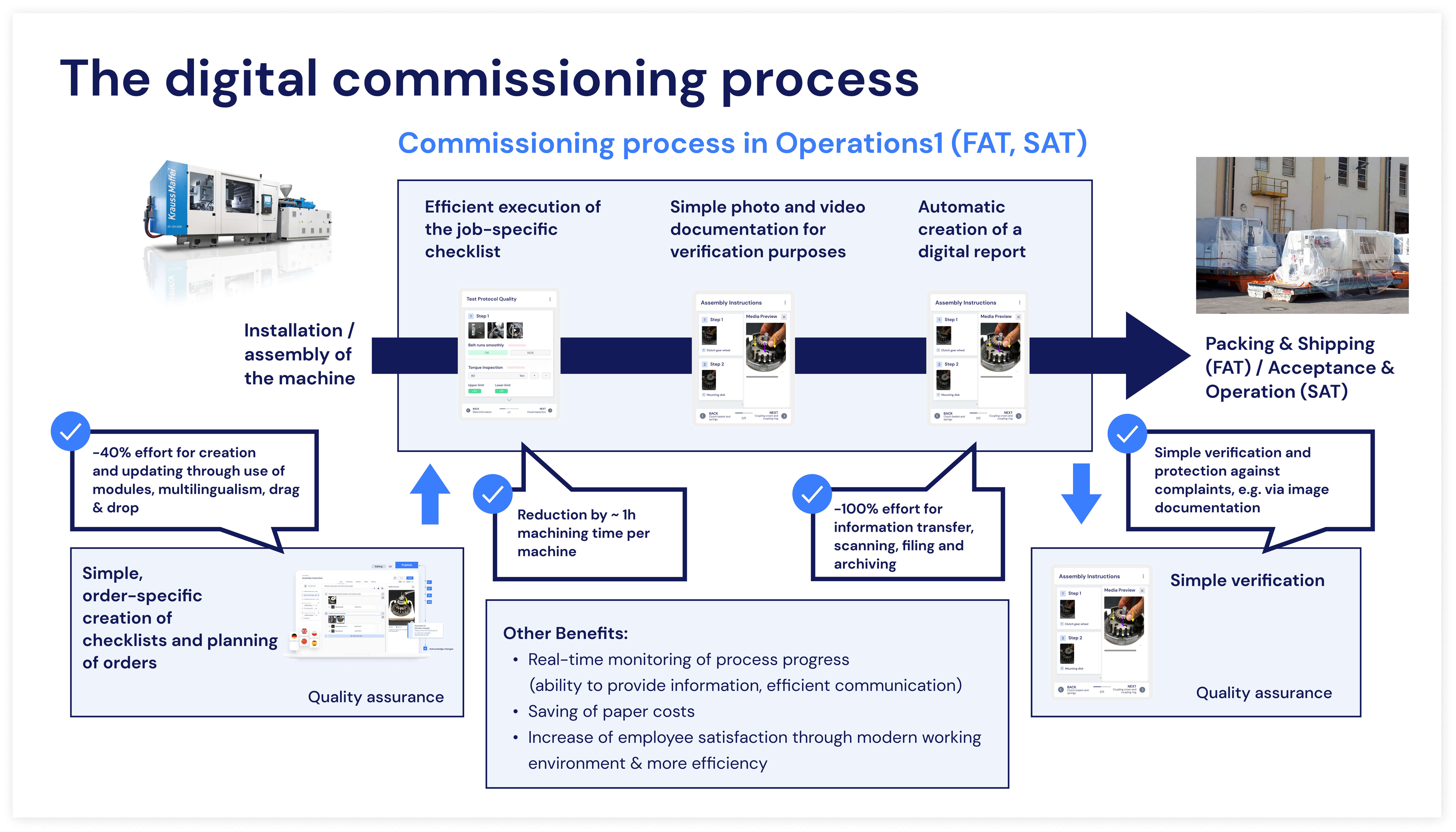
Digitising the commissioning process with the Connected Worker Platform from Operations1 provides you with significant time, cost and productivity gains. This is due to the numerous useful features of the commissioning software, which are tailored exactly to the needs of the frontline worker:
Mobile, digital checklists guide your staff step-by-step, image- and video-supported through individual inspection processes and enable interaction feedback via image, video and text
Offline functionality ensures maximum staff mobility
All values can be logged directly in the software and the frontline employee automatically receives feedback on threshold value overshoots or undershoots thanks to internal inspection logics
ERP connection enables order-specific generation of commissioning checklists
Workers can report and solve problems in real time via comments, chat and video/photo documentation in the software
Commissioning reports are automatically generated and archived
This gives you numerous advantages over paper-based commissioning, which also have a productivity-increasing and cost-saving effect on the entire value chain:
Reduction of workload in work preparation/QA and for employees as a result of simple document handling without media discontinuity
High level of customer confidence due to complete documentation and proof to the customer of the compliant commissioning of a machine/system
Systematic evaluation of errors to improve upstream assembly processes
Simplified, efficient communication and problem solving via real-time chat function
The following diagram goes into detail about the many benefits. It becomes clear that it is very worthwhile for companies to rely on a digital commissioning strategy: Processes are strengthened in the direction of operational excellence, productivity increases, immense costs can be saved and experienced commissioning employees, as the most important company resource, can use their value-added activities where they are really needed: at the machine.
Conclusion: Digital commissioning ensures efficient testing processes.
Let’s talk in person
Learn from our experts how market leaders are already maximizing their productivity with Operations1.

Guided tour of the software
Answers for your individual use-cases
Free of charge and non-binding


Stefanie Ibrahim
Stefanie Evita Ibrahim is Content Marketing Manager at Operations1. A German and Romance studies graduate (M.A.) and former editor at well-known publishing houses, she previously worked at several large and small companies and was able to gain a lot of experience in a wide range of topics. Her interest in technology and digital innovation eventually led her to Operations1.
Related articles

The shortage of skilled workers is one of the greatest challenges facing the manufacturing industry. It is not just a question of knowledge that is lost with the retiring experienced workforce, but also serious consequences such as declining productivity. What has been missing so far is a consistent digitization strategy that embeds the operational employee in a comprehensive digital system of connectivity.
A Connected Worker Platform represents such a solution approach, because it offers three central levers that sustainably protect against a shortage of skilled workers: knowledge retention, productivity enhancement, and employee retention.
Sep 29, 2022

Digitization projects in the manufacturing industry are still neglected. Instead, the focus is on the core processes - i.e., production itself. Downtimes of production facilities cause high costs and weaken the resilience of a company.
A preventive maintenance strategy can remedy this situation - and do so even more sustainably if the concept of digitization is taken into account. Our blog article explains how this can be done.
Sep 13, 2022

Autonomous maintenance helps workers take more responsibility for their plant by removing the strict division of tasks between production and maintenance. Among other things, companies can thereby increase their productivity, reduce costs and position themselves for the future.
This blog post will provide you with comprehensive information about the concept of autonomous maintenance and explain the benefits as well as how to implement it. Read at the end what added value a digital maintenance approach offers and how our software solution supports you in this.
Aug 24, 2022

Total Productive Maintenance (TPM) is a comprehensive maintenance concept to enable a trouble-free production system. In our detailed TPM guide, we explain the complex term and its history, explain the different building blocks of TPM, go into the advantages and disadvantages of the method using examples, and illustrate the introduction. In the end, it becomes clear that companies that want to move with the times cannot avoid digital TPM.
Aug 10, 2022

Buzzwords like Industry 4.0 or Smart Factory are on everyone's lips. Most manufacturing companies are already investing heavily in digitization. However, this often creates data silos and increases complexity for operational employees.
Adaptive Process Execution Software helps to think holistically about the production process, to focus on the operational employee and to network the organization.
Oct 26, 2021

Offering customers a wide range of variants will not be a differentiating feature in perspective, but a standard that must also be taken into account operationally in assembly processes, testing processes and other workflows. As the number of variants increases, a suitable data structure becomes more and more important.
Oct 25, 2021